oleg.milantiev.com
Сайт Олега Милантьева
Выточил переходник QSI <-> M48. Площадочка небольшая, аналог этой:

Оказалось, так как QSI — камера американская (?), то дырки в этом переходнике лежат на квадрате 1.6 дюйма. Понял это только с третьей пробы.
Попробовал центральное отверстие сделать 48мм — резьба корректора провалилась. Попробовал 47… не айс. А вот 47.5мм почти что накрутилась (без резьбы по ламинату). С перекосом, заметным перекосом. Но … куплю циркулярочку и нарежу ей резьбу:
Нагуглил, чуть модифицировал под задачу, программу генерации G-кода спирали. Программа была на известном мне Javascript, но перевести её на любой другой язык — дело пяти минут. Оставил на js, он запускается у меня в консоли из-под node.js.
var ORIGIN = [0, 0, 0]; // центр круга (верх)
var METRIC = 48; // M48
var STEP = 0.75; // M48x0.75
var HEIGHT = 9; // высота резьбыvar CUT = 0.5; // нужно врезаться вглубь на 0.5мм
var CUT_STEP = 0.1; // шагом 0.1мм
var CUTTER = 22; // диаметр носа фрезыvar POINTS_PER_LOOP = 100;
var SPEED = 10000;
var SAFE_Z = 5;var i, cut, theta, h;
//console.log(«G4 P5000»);
//console.log(«G28»);
//console.log(«G1 F»+ SPEED);var LOOPS = Math.floor(HEIGHT / STEP);
console.log(‘G1 X’+ ORIGIN[0] +’ Y’+ ORIGIN[1] +’ Z’+ (ORIGIN[2] + SAFE_Z) );
for (cut = 0; cut <= CUT; cut += CUT_STEP) {
console.log(‘G1 Z’+ (ORIGIN[2]) );for (i = 0; i < LOOPS; i += (1 / POINTS_PER_LOOP) ) {
theta = 2*i*Math.PI;
h = ORIGIN[2] — (Math.abs(HEIGHT — ORIGIN[2]) / LOOPS) * i;console.log(«G1 X»+ ((ORIGIN[0] + Math.cos(theta) * ((METRIC — CUTTER) / 2 + cut)).toFixed(4) )
+» Y»+ ((ORIGIN[1] + Math.sin(theta) * ((METRIC — CUTTER) / 2 + cut)).toFixed(4) )
+» Z»+ h.toFixed(4));
}console.log(‘G1 X’+ ORIGIN[0] +’ Y’+ ORIGIN[1]);
}//console.log(«G28»);
Программа простенькая. В начале файла задаются параметры:
Важно отметить, что сначала нужно таки выпилить центр и только потом приниматься за фрезеровку резьбы! Опять таки, обеспечив пустое место для низа фрезы под деталью.
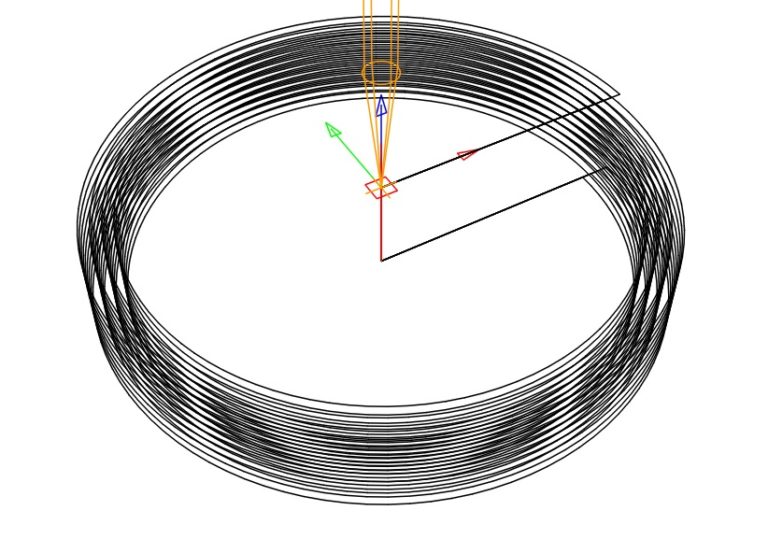
На этой картинке резьба в три захода (специально заходы по миллиметру сделал, чтобы картинка лучше получилась). Нарезав первый проход, фреза возвращается в центр, поднимается до ORIGIN и начинает второй.
… вот только на практике пока не опробовал — ещё не пришла моя «циркулярочка» 🙂
Циркулярка эта (22мм диаметр), кстати, стоит 120 рублей в розницу за 3 диска и палку с болтом. А настоящая резьбовая фреза стоит от полутора тыщ рублей на али. Купить её, конечно, рано или поздно придётся… но пока потренируюсь на кошечках. Тем более, что мне кажется при подаче в 0.1мм и смене циркулярки каждую резьбу, я смогу и мягкий люминь нарезать ей или мелким алмазным диском.